Các công nghệ tạo mẫu nhanh – Rapid Prototyping stype -快速原型スタイル
Trên thế giới hiện nay có khoảng hơn 30 công nghệ chế tạo mẫu nhanh đang được sử dụng và thương mại hoá. Trong đó, nhiều công nghệ có những đặc điểm chung về vật liệu sử dụng, nguồn năng lượng, phương pháp tạo mẫu. Có thể phân chia các công nghệ tạo mẫu nhanh theo các đặc điểm trên, song cách phân loại này có ba nhóm công nghệ tạo mẫu nhanh chủ yếu: công nghệ sử dụng vật liệu dạng bột, công nghệ sử dụng vật liệu dạng lỏng, công nghệ sử dụng vật liệu dạng rắn.
1. Công nghệ Stereo Lithography Apparatus (SLA):
Công nghệ này được sử dụng vào cuối những năm 1980. Đến nay đây vẫn là công nghệ có tính thương mại cao. Công nghệ này dựa trên nguyên lý cơ bản là sử dụng chùm tia laser có cường độ cao chiếu vào một bể chất lỏng cảm quang nhạy sáng theo mặt cắt ngang của mẫu và do hiện tượng polimer hoá dưới tác động của tia laser làm đông cứng lớp chất lỏng này tạo nên một lớp của vật mẫu.
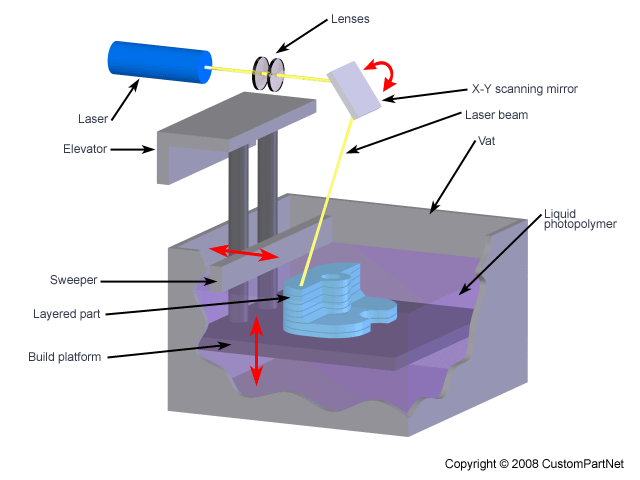
Hình 1: Phương pháp SLA (Stereo Lithography Apparatus)
2. Công nghệ Laminated Object Manufacture (LOM):
Quá trình tạo mẫu nhanh công nghệ LOM được biết đến như quá trình ghép đối tượng, phát triển thành công vào năm 1986 của công ty Helisys Hoa Kỳ.
Vật thể được xây dựng nên từng lớp một bằng cách lăn ép từng lớp giấy hay vật liệu dạng tấm khác và biên dạng của vật thể trên lớp ấy được cắt bởi tia laser CO2.
Mỗi lớp của quá trình xây dựng chứa những mặt cắt của một hay nhiều chi tiết. Lớp tiếp theo được ép và xây dựng trực tiếp trên mặt của lớp kế trước.
Phương Z được điều khiển bởi một bàn đỡ và hạ xuống sau khi mỗi lớp được tạo thành. Chiều Z được đo một cách chính xác để dữ liệu về mặt cắt tương ứng được tính toán chính xác cho mỗi lớp.
Không cần thiết có thêm một cấu trúc đỡ phụ bởi vì phần vật liệu tạo bởi các đường ngang dọc đã đảm nhận vai trò này và được tách ra khỏi vật thể sau khi hoàn thành.
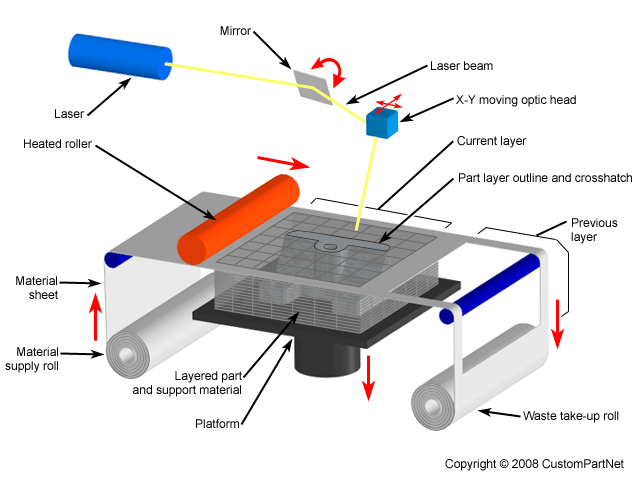
Hình 2: Phương pháp LOM (Laminated Object Manufacturing)
3. Công nghệ Selective Laser Sintering (SLS):
Công nghệ này dựa trên nguyên lý thiêu kết làm nóng chảy vật liệu bột bằng chùm tia laser CO2. Công nghệ này áp dụng đối với hầu hết các vật liệu. Tia lazer hóa rắn vật liệu bột nằm trong đường biên của mặt cắt làm cho chúng dính chặt lại với nhau ở những chỗ có bề mặt tiếp xúc với lazer.
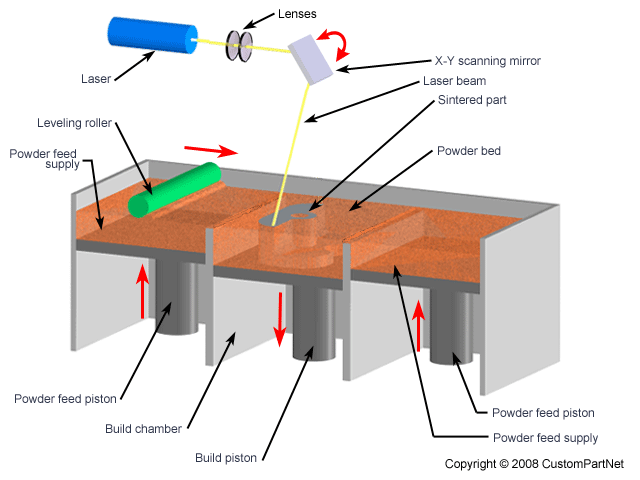
Hình 3: Phương pháp SLS (Selective Laser Sintering)
4. Công nghệ Solid Ground Curing (SGC):
Hệ thống tạo mẫu nhanh SGC được sản xuất bởi công ty Cubital Ltd. (khu công nghiệp Bắc Raanana, Israel). Công ty Cubital Ltd. được thành lập 1987 và sản phẩm thương mại đầu tiên là 1991. Ngoài Israel, công ty Cubital còn có các công ty ở Mỹ và Đức. Các sản phẩm của Cubital bao gồm: Solider 4600 và Solider 5600 (tính đến năm 1997).
Đây là công nghệ phức tạp nhất. Quá trình thực hiện giống với công nghệ SLA, sử dụng vật liệu lỏng sáng nhưng lại dùng một nguồn năng lượng là tia cực tím chiếu đồng thời trên bề mặt vật liệu qua một tấm phim âm bản so với biên dạng mặt cắt của mẫu ba chiều, được tạo ra trước đó. Dưới tác động của ánh sáng cực tím, lớp vật liệu có chiều dày xác định sẽ hoá cứng.
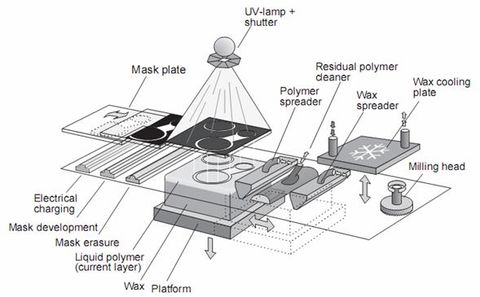
Hình 4: Nguyên lý làm việc của phương pháp SGC
5. Công nghệ 3D Printing (3DP):
Công nghệ này áp dụng cho các thiết bị làm việc theo nguyên lí máy in. Công nghệ 3D Priting sử dụng vật liệu dạng bột để chế tạo mẫu song điểm đặc biệt của công nghệ này là không dùng nguồn nhiệt để tạo biến đổi hoá lý hoặc nung chảy vật liệu như trong các công nghệ nêu trên mà sử dụng một loại keo kết dính phun lên lớp bột để tạo sự kết dính giữa các hạt bột và giữa các lớp với nhau.
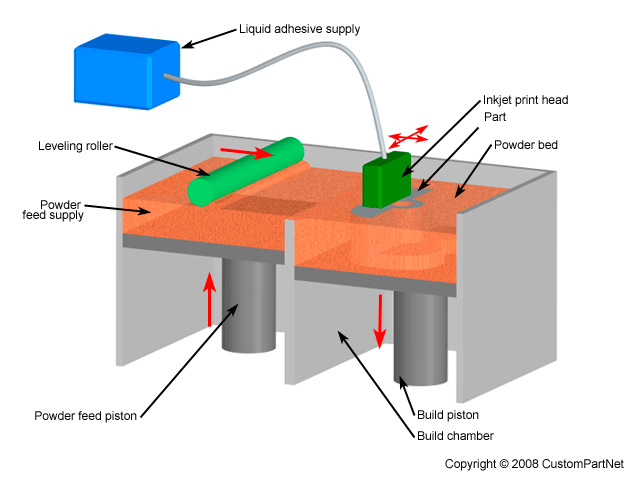
Hình 5: Phương pháp 3DP (Three Dimensional Printing)
Phương pháp này rất giống với phương pháp SLS, chỉ khác là tia laser được thay thế bằng một đầu phun. Đầu phun sẽ phun hỗn hợp chất kết dính. Những phần tử bột sẽ được liên kết với nhau ở những miền có chất kết dính.
6. Công nghệ Fused Deposition Modeling (FDM):
Khác với các công nghệ khác là thay vì tạo nên các lớp mặt cắt khác nhau bằng cách sử dụng tia laser chiếu lên bề mặt vật liệu làm đông cứng vật liệu tạo thành một lớp mặt cắt thì trong công nghệ này vật liệu dưới dạng chảy dẻo được đùn ra từ một đầu ép phun điều khiển CNC để tạo nên một mặt cắt của mẫu. Công nghệ này có giá trị thương mại cao chỉ đứng sau SLA.
Vật liệu thường là dạng sợi đùn qua vòi phun đã được gia nhiệt và rải từng lớp theo tiết diện vật thể. Có hai đầu phun mang hai loại vật liệu khác nhau, một đầu là vật liệu tạo hình sản phẩm (vật liệu tạo mẫu) và đầu còn lại là vật liệu hỗ trợ tạo hình (vật liệu đỡ).
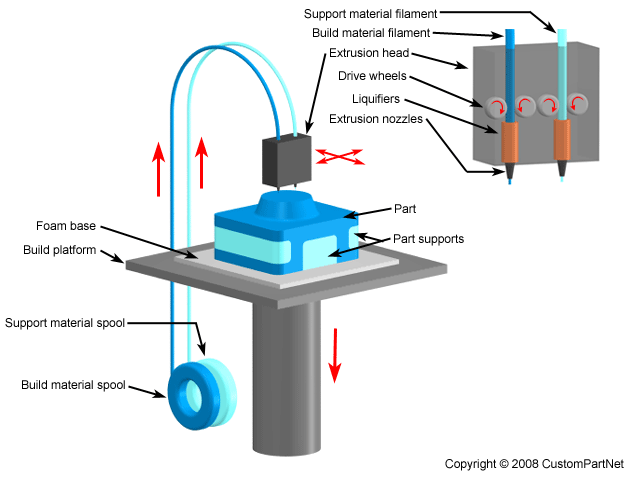
Hình 6: Phương pháp FDM (Fused Deposition Modeling)
CNC 3S – Trần Quang





