GIA CÔNG CẮT DÂY – WEDM – ワイヤーカット
Gia công cắt dây (Wirecut electric discharge machining – WEDM) được giới thiệu vào khoảng năm 1960, phương pháp gia công cắt dây WEDM có khả năng gia công các loại vật liệu cứng với độ chính xác cao.
1.Nguyên lý gia công cắt dây WEDM – ワイヤーカット:
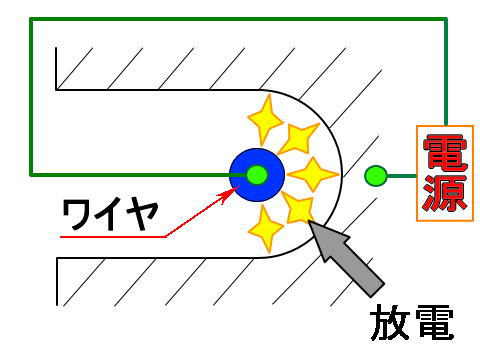
Gia công GIA CÔNG CẮT DÂY – WEDM – ワイヤーカット là một hình thức đặc biệt của gia công tia lửa điện EDM. Gia công tia lửa điện (Electrical discharge machining) là sự ăn mòn kim loại bằng tia lửa điện. Trong gia công bằng tia lửa điện, hai điện cực là Cathod và Anod được đặt trong dung dịch cách điện luôn có các ion di chuyển tự do. Khi điện áp tăng lên thì từ bề mặt âm có điện tử phóng ra, và chất lỏng giữa hai điện cực bị ion hóa làm cho khoảng chất lỏng đó trở nên dẫn điện.
Do thời gian phóng điện ngắn, nên nhiệt truyền tới chi tiết gia công ít, phôi của quá trình gia công là các bọt kim loại bị tách khỏi các điện cực và đông đặc lại thành những hạt nhỏ dạng hình cầu. Khi các hạt bị đẩy ra khỏi vùng gia công, khe hở giữa hai điện cực lớn lên và sự phóng điện không còn nữa. Để tiếp tục gia công cần điều chình hai điện cực lại gần nhau và quá trình trên được lặp lại liên tục.
Điểm khác nhau cơ bản giữa gia công cắt dây WEDM và gia công bắn điện EDM là thay vì sử dụng những điện cực thỏi có hình dạng phức tạp thì trong WEDM điện cực là một sợi dây có đường kính từ 0,1 – 0,3mm, dây này được cuốn liên tục và chạy theo một biên dạng cho trước.
- Sự khác nhau giữa gia công bắn điện (EDM) và dây cắt (WEDM):
– Gia công bắn điện EDM sử dụng dầu làm chất điện môi thì trong gia công cắt dây WEDM lại dùng nước khử khoáng.
– Trong gia công bắn điện EDM sự phóng điện xảy ra giữa mặt đầu điện cực với chi tiết gia công còn khi gia công cắt dây WEDM thì sự phóng điện xảy ra giữa mặt bên dây cắt với chi tiết gia công
– Vùng phóng điện khi gia công bắn điện bao gồm mặt đầu và góc của điện cực. Còn vùng phóng điện khi gia công bằng dây cắt chỉ bao gồm mặt 180 độ của dây cực khi nó tiến đến cắt chi tiết gia công.
- Chất lượng bề mặt khi gia công WEDM
Bề mặt khi gia công bằng WEDM hoàn toàn khác so với các phương pháp gia công truyền thống. Trên bề mặt chi tiết được gia công bằng WEDM có nhiều chỗ lồi hình cầu và lòng chảy. Người ta gọi chúng là các đỉnh và miệng “núi lửa”. Bề mặt gia công bằng cắt dây EDM ít bị tập trung ứng suất, bề mặt đa hướng chứ không theo dạng định hướng như gia công truyền thống.
Độ nhám bề mặt khi gia công WEDM phụ thuộc vào nhiều yếu tố trong đó có cường độ dòng điện. Cường độ dòng điện càng lớn thì trên bề mặt càng xuất hiện nhiều miệng núi lửa. Để đạt được độ bóng cao thì sau khi cắt thô phải cắt tinh thêm một số lần và khi gia công cắt dây trong dầu thì đạt độ bóng và độ chính xác cao hơn khi cắt dây trong nước.


Tại công ty CNC 3S, chúng tôi nhận gia công cắt dây chi tiết máy, chi tiết khuôn dập, chi tiết khuôn ép … với độ chính xác cao.
Mọi thông tin xin liên hệ về email: [email protected] (Mr Tá 0918566128)
Công ty CNC 3S – Nguyễn Viết Trung

