Dung sai cơ bản trong tiêu chuẩn Nhật Bản JIS(基本交差)
Căn cứ theo tiêu chuẩn JIS Nhật Bản về dung sai trục và lỗ, ta có được các dung sai ứng cới các cấp độ khác nhau. Dung sai này được gọi là dung sai cơ bản (基本交差) ký hiệu là IT(International Tolerance). Tiêu chuẩn dung sai cơ bản JIS có 18 cấp độ sắp xếp tương ứng sắp xếp từ nhỏ đến lớn. Bảng sau là một phần của tiêu chuẩn này.
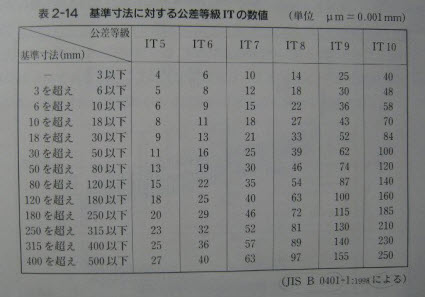
Từ bảng này kết hợp với bảng giá trị của phương pháp lắp ghép ta có một bảng tra các thông số dung sai cơ bản của một lỗ hoặc một trục bất kỳ.
Ví dụ, chế độ lắp H. Ứng với bảng trên ta có dung sai lỗ ⏀40 ứng với các IT6, IT7, IT8,
IT9, IT10 ký hiệu là ⏀40H6, ⏀40H7, ⏀40H8, ⏀40H9, ⏀40H10… có giá trị các dung sai
tương ứng là:
⏀40H6 = 40+0.016 (IT=0.016 – 0 = 0.016)
⏀40H7 =40+0.025 (IT=0.025 – 0 = 0.025)
⏀40H8 = 40+0.039
⏀40H9 = 40 +0.062 (IT= 0.039)
(IT= 0.062)
⏀40H10 =40+0.1 (IT= 0.1)
Như vậy độ chính xác của cùng một lỗ có đường kính ⏀40 với các IT càng lớn thì càng dễ đạt. Khi kiểm tra, nếu đạt được các IT nhỏ thì các IT lớn cũng sẽ đạt được. Ví dụ, khi muốn Check lỗ ⏀40H8 nhưng không có Pin ⏀40H8, dùng Pin 40H7 Check lỗ này và đạt yêu cầu (1 đầu vào, 1 đầu không vào), thì tất nhiên lỗ này sẽ đạt được dung sai ⏀40H8.
Đối với dung sai cơ bản của trục thì ký hiệu là chữ thường ví dụ: 40h6, 40h7,… và dung sai mang dấu ngược lại với dung sai của lỗ, ví dụ:
⏀40h8 = 40°−0.039
⏀40h9 = 40°
⏀40h10 = 40 −0.062 −0.1
Phần này tôi chỉ giới thiệu cho các bạn hiểu rõ thêm về Dung sai cơ bản trong tiêu chuẩn Nhật Bản JI S, còn trong thực tế gia công, các bạn chỉ cần tra bảng tương ứng với cấp chính xác (IT) và kích thước lỗ, và gia công theo dung sai này. Chú ý các bạn nên gia công theo cận trên của các dung sai, ví dụ lỗ lớn thì gia công cận lớn, lỗ âm thì gia công cận âm nhất. Như vậy trong quá trình sử dụng, giả sử gia công không đạt yêu cầu dung sai, nhưng vẫn
có thể lắp ráp được và trong một số giới hạn nào đó có thể chấp nhận. Nếu bạn gia công không đạt yêu cầu, lắp ráp các chi tiết không lồng vào nhau được, thì tất yếu sản phẩm sẽ bị trả lại. Ngoài ra, đối với Nhôm, hệ số giản nở nhiệt rất lớn, vì vậy nếu gia công quá gần cận âm thì khi lắp ráp ở nhiệt độ thấp thì lỗ không còn đạt giá trị dung sai yêu cầu.
Nguồn:http://cnc3s.com/

