Hướng dẫn sử dụng máy phay CNC OKK
Máy phay CNC OKK là dòng máy được sử dụng khá nhiều, dưới đây mình sẽ hướng dẫn chi tiết cách vận hành dòng máy này:

Các tay quay điều chỉnh dao và bàn máy.

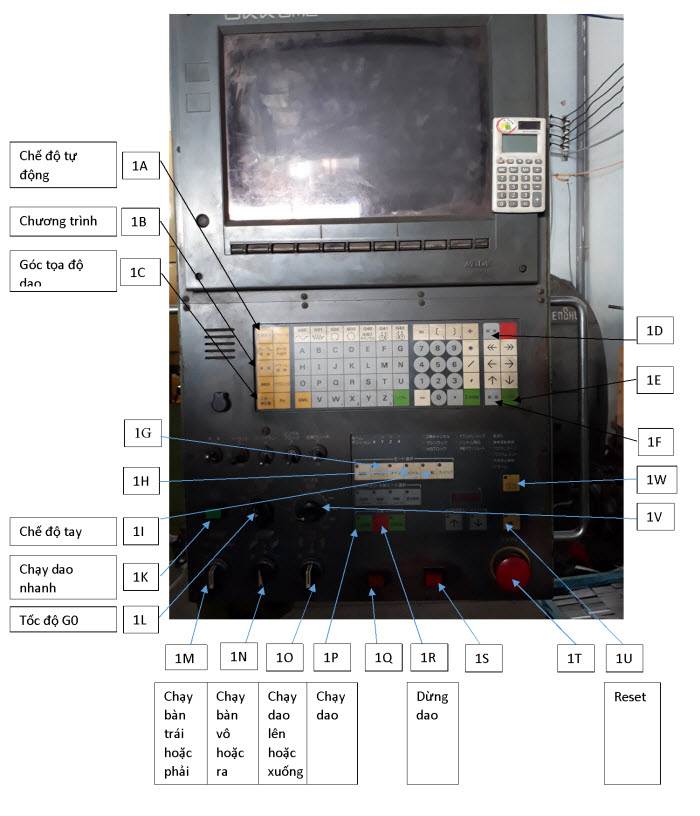
Bảng điều khiển:
Cách sử dụng máy phay CNC OKK:
Bước 1: Reset máy và gá đặt phôi.
Mở máy: Nhấn nút on mở máy.

Reset lại máy: đè nhấn 2 phím “1U” “1V” cùng 1 lúc.
Đưa dao về trang thái HOME:
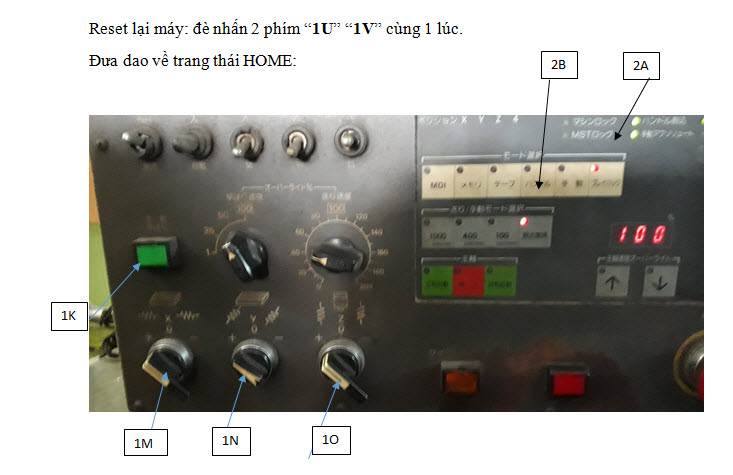
Nhấn “2A” => nhấn “2B”
Gạt 1M 1N 1O sang trái (+) / Muốn chạy nhanh ta nhấm “1K”
Gá đặt phôi
Chuẩn bị đồ gá có kích thước phù hợp gia công phôi.
Cho phôi vào ê tô, kẹp chặt lại, gõ đều cho phôi bằng mặt đáy.
Chú ý: Các thanh gá đặt dưới đáy không được lỏng, khi đó mới đảm bảo phôi bằng mặt đáy.
Bước 2: Cài đặt dao
Đưa dao đến vị trí trên phôi bằng cách:
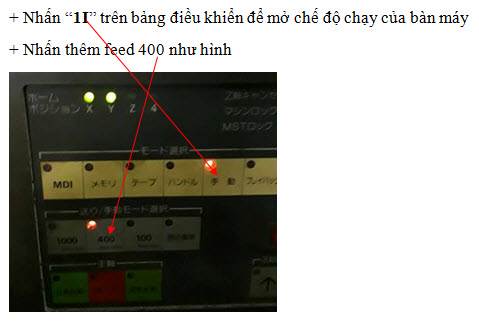
+ Nhấn “1I” trên bảng điều khiển để mở chế độ chạy của bàn máy
+ Nhấn thêm feed 400 như hình
+ Đưa dao lên trên cao hơn phôi 30 mm.
VD: cần đưa dao lên, bật “1O” sang trái, (nhấn “1K” để dao lên nhanh) ( phải gạt đúng chiều “1O”)
Cần đưa bàn ra ngoài, bật “1N” sang trái, (nhấn 1K để chạy nhanh)
Cần đưa bàn sang trái, bật “1M” sang trái (nhấn 1K đê chạy nhanh)
+ Chỉnh bàn dao ra/ vào và trái/ phải sao cho dao nằm trên phôi.
+ Nhấn “1P” để dao quay.
+ Hạ đầu dao bằng quay tay quay “Q3” cùng chiều kim đồng hồ để nâng bàn.
+ Khi thấy phôi vừa chạm và cắt nhẹ mặt phôi, tay quay Q3 ngược kim đồng khoảng 0,5 mm. Tùy loại phối kẹp chặc ta gia công theo X hoặc Y.
+ Nếu gia công theo X thì bật 1M sang phải nhấn 1K để bàn sang trái ra khỏi phôi 10mm.
(Chế độ tay
Quay “Q3” để chỉnh đầu dao lên xuống (quay ngược chiều đồng hồ để nâng đầu dao lên)
Quay “Q2” để chỉnh dao bàn chạy ngang (quay ngược chiều đồng hồ để bàn chạy về trái).
Quay “Q1” để chỉnh bàn ra vào ( quay ngược chiều đồng hồ bàn đi ra))
+ Nhấn “1R” để dao dừng
+ Nhấn “1C” để cài đặt tọa độ dao
Màn hình hiện lên
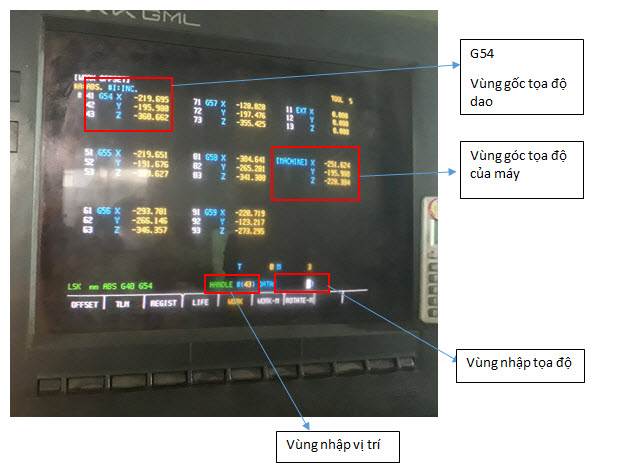
Nhập số 41 vào vùng nhập vị trí => “1E”
Nhập tọa độ X của máy vào vùng nhập tọa độ. Như hình ta nhập -251.624 vào
Tương tự số 42 là Y và 43 là Z.
Nhập xong nhấn “1A”
Bước 3: Lấy và chỉnh sửa chương trình
Bấm trên màn hình

Nhấn “SEARCH” =>

Nhập tên chường trình cần lấy.
Ở bước này, ta phải đo phôi xem phôi còn dư bao nhiêu mm để chọn chương trình cho phù hợp.
VD: phôi còn dư từ 5-6 mm chọn chương trình 6 lần chạy bằng:
Nhấn số 6 trên bảng điều khiển => Nhấn “1E”
Tiếp theo ta chỉnh sửa chương trình cho phù hợp với phôi
Nhấn “1B”
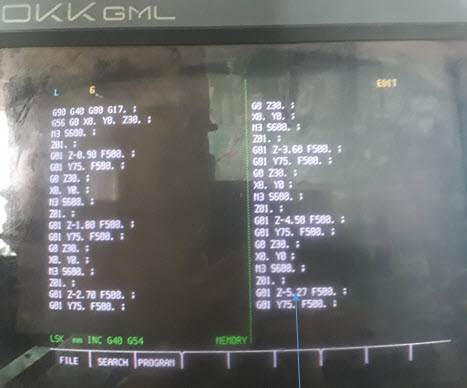
Các chương trình đã làm theo chuẩn nên chỉ cần sửa các số sau của X hay Y và Z.
VD: dạo chạy vào, ta sữa Y; dao chạy ngang ta sủa thành X
Với phôi kẹp dài tổng 64 ta sửa Y75
Cần cắt 5,27 mm ta sủa Z tại path cuối là 5,27 các path khác để nguyên.
Kiểm tra lại toàn bộ chương trình xem đã sửa hết chưa.
Đặc biệt xem dao mình cài đặt phải đúng G56 như chương trình không.
Sửa xong nhấn “1E”.
Bước 4: Chạy chương trình
Nhấn “1A” => “1U” => “1Q”
Khi chạy chương trình mới sửa lần đầu, ta chỉnh tốc độ thấp bằng 2 nút xoay này.

Khi chạy tay nên để tay hờ vào nút “1S” để dừng khi có sự cố xảy ra.
Bước 5: Tắt máy
Nhấn

Sau đó nhấn:

Trương Văn Sinh – CNC3S

