Gia công cơ khí chính xác trên máy phay Mazak (Phần 3)
Trong máy phay mazak khi hoạt động có 3 loại hệ tọa độ cơ bản (trừ loại máy 5 trục có sự khác biệt), các hệ tọa độ có các trục Ox,Oy,Oz được xác định theo quy tắc bàn tay phải.
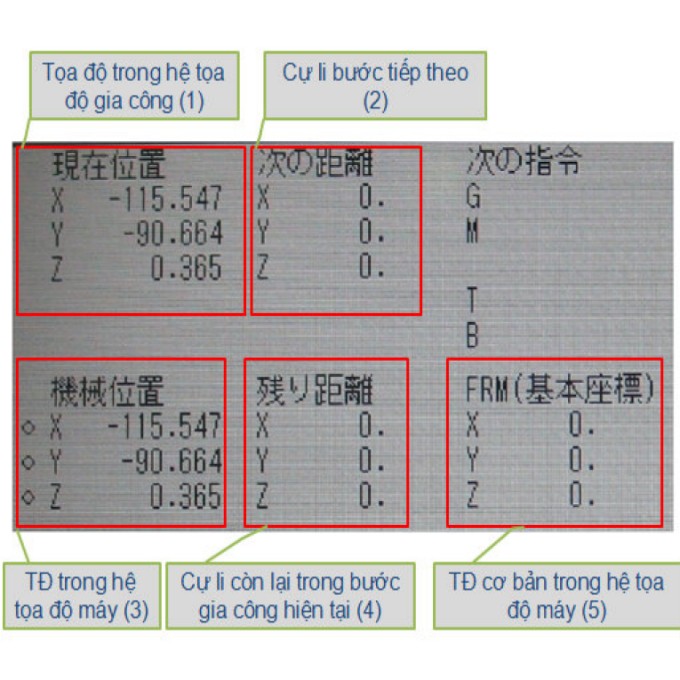
Hệ tọa độ máy được xác định đối với từng máy và không thay đổi (do nhà sản xuất quy định). Khi ấn phím HOME, đầu máy sẽ về vị trí gốc tọa độ (0,0,0) của hệ tọa độ máy. Đối với các máy có đầu động cơ di chuyển thì tọa độ này nằm bên phải, trên cao nhất và phía bên trong.
Hệ tọa độ gia công
Khi lập trình ta chỉ lập trình theo tọa độ trên sản phẩm gia công. Tức là tọa độ được thể hiện trên bản vẽ. Khi đó hệ tọa độ do chính người lập trình chọn được gọi là hệ tọa độ gia công. Khi gia công sản phẩm, máy cần hiểu tọa độ của phôi trong hệ tọa độ máy thì mới có thể gia công được. Tức là hiểu được tọa độ gia công mà người lập trình đã chọn. Khi đó sẽ có một thiết bị gọi là touchsensor (タッチセンサー) xác định vị trí của phôi.
Hệ tọa độ tạm thời
Trong khi lập trình người lập trình có thể offset tọa độ gia công đến một vị trí bất kỳ nào trong bản vẽ để dễ dàng, thuận tiện cho việc lập trình. Khi tọa độ gia công được offset sang một gốc khác, thì hệ tọa độ mới này được gọi là hệ tọa độ tạm thời.
Toạ động của máy phay Mazak khi hoạt động
Xem thêm:
Gia công cơ khí chính xác trên máy phay Mazak (Phần 1)
Gia công cơ khí chính xác trên máy phay Mazak (Phần 2)
CNC3S- Nguyễn Viết Trung

