Tìm hiểu về giới hạn cho phép của kích thước (寸法の許容限界)
Khi gia công các chi tiết, ví dụ gia công Mizo có bề rộng là 10mm theo bản vẽ, nhưng kết quả sau khi gia công có thể là 10.02mm hoặc 9.95mm. Lý do là công cụ, máy móc và phương pháp gá đặt gia công có sự sai lệch không hoàn toàn chính xác.
Khi gia công lắp ghép, yêu cầu các chi tiết phải nằm trong một giới hạn kích thước (寸 法の許容限界). Các phạm vi giới hạn cho phép của kích thước sẽ được tổng hợp và xây dựng thành các tiêu chuẩn (寸法公差方式 cách thức dung sai kích thước). Hai giới hạn lớn nhất và gới hạn nhỏ nhất cho phép được gọi là giới hạn sai số của kích thước (許容限界寸法). Bao gồm giá trị cực đại (最大許容寸法) và giá trị cực tiểu (最小許容寸法).
Khoảng cách từ giới hạn cho phép của kích thước cực đại và giới hạn kích thước cực tiểu được gọi là dung sai kích thước (寸法公差) hay được gọi tắt là dung sai (公差). Kích thước chuẩn cần gia công được gọi là kích thước cơ bản (基準寸法). Khoảng cách từ giá trị cực tiểu đến kích thước cơ bản được gọi là giới hạn dưới của dung sai kích thước (下の寸法許容差). Khoảng cách từ giá trị cực đại đến kích thước cơ bản được gọi là giới hạn trên của dung sai kích thước (上の寸法許容差).
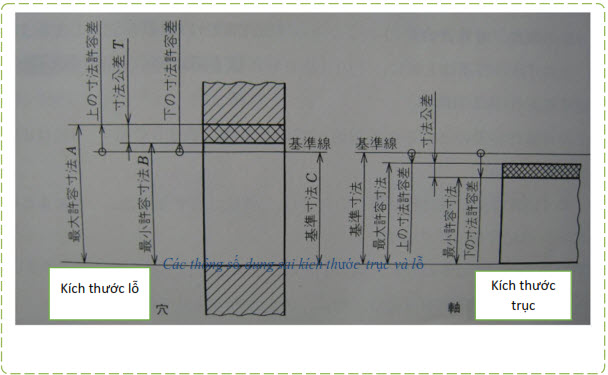
Ví dụ trong hình trên, trường hợp là lỗ.
Giả sử, kích thước chuẩn là 基準寸法 C = 50.000mm, giới hạn trên là 最大許容寸法 A = 50.025mm, giới hạn dưới là 最小許容寸法 B = 50.009mm.
Dung sai 寸法公差 T = A – B = 50.025 – 50.009 = 0.016mm
Giới hạn trên 上の寸法許容差 A – C = 50.025 – 50.000 = +0.025mm
Giới hạn dưới 下の寸法許容差 B – C = 50.009 – 50.000 = +0.009mm
Dung sai kích thước cũng có thể tính bằng 寸法公差 T = 0.025 – 0.009 = 0.016mm
Nguồn: http://cnc3s.com





